Tarmeko Spoon OÜ specializes in producing rotary cut birch veneer and curved bed slats. Our production process begins with carefully selected birch logs. Located in Estonia, where Silver birch (betula pendula) is the most common tree, we are proud to be FSC® and PEFC-certified, always prioritizing log suppliers who support sustainable forestry.
Upon arrival at our log yard, the birch logs are measured and sorted on a
log sorting line.

Logs to veneer
The logs then soaked in a pool to soften them before
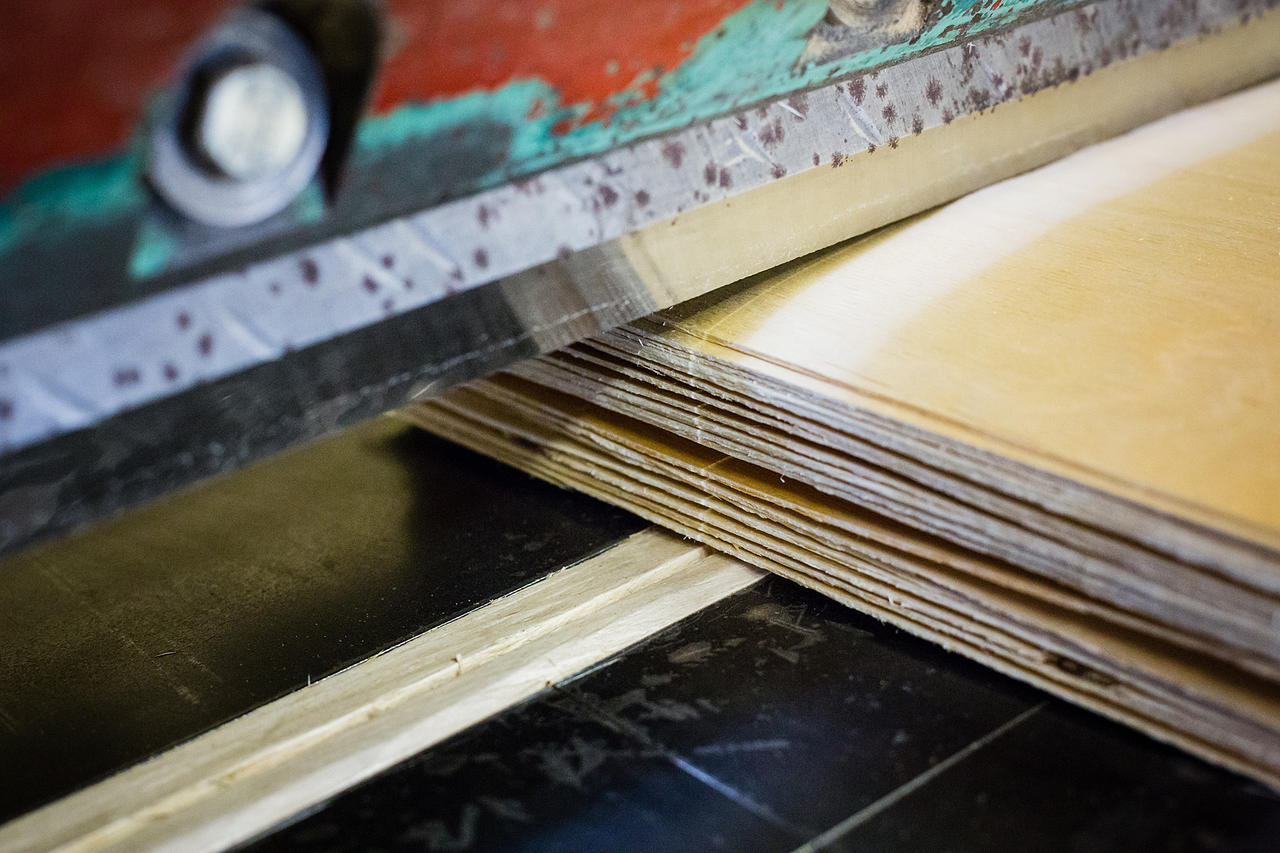
peeling. After soaking, the logs are debarked and sent to the lathe,
where they are peeled into veneer sheets. The log is centered on the
lathe and turned against a broad cutting knife.


The peeled veneer is then fed into a dryer to ensure stable
humidity.
After drying, the veneer is sorted according to customer requirements. The sorted veneer is then packed onto
pallets, labeled, and prepared for loading and transport.

Veneer improvement
Our veneer can be cut to size or narrower strips can be joined with glue
threads, which are applied to one side of the veneer. These threads
keep the narrower pieces in place, making the composed veneer sheets
ideal for use as core layers in plywood or bed slats.

The veneer is produced on customer orders.